 国外创客Tristram Budel一直希望有一台高精度打印机,我想他和大多数创客一样,在互联网上搜索打印机时,FDM原理的打印机占据了大部分市场,而且机器大致相同,模型质量也大同小异。相反,SLA类型的3d打印机有着更高的精度,但是在互联网上几乎找不到这类机器的开源资料,我想这也是Budel制造高分辨率DLP 3d打印机。的原因吧。PS:光固化技术是最早发展起来的快速成型技术,也是研究最深入、技术最成熟、应用最广泛的快速成型技术之一。光固化技术,主要使用光敏树脂为材料,通过紫外光或者其他光源照射凝固成型,逐层固化,最终得到完整的产品。 首先确定用哪种光源,关键在于光能的定量或者剂量(放射学上的术语),光剂量你可以用3个参数来衡量,即光能,光强度和照射时间,加起来就是整个光剂量。通常只有光谱中用在固化材料的紫外光被计做光剂量。其余光被反射或吸收转化为热。只有有足够能量的光子才参与光聚合。这意味着你使用何种树脂是我们决定用哪部分光(电磁)谱的决定因素。大多数光聚合树脂在紫外光下会发生聚合,即波长在365nm到420nm的光。一些树脂也会在更长的波长光照下发生聚合,但这是非常稀少和昂贵的。
1) 需要考虑的事情之一是,为了使用更广范围的树脂材料,我们希望利用尽可能丰富的紫外光频段。另一方面是照射时间和照射强度。照射强度或者光通量是单位时间光源发出的光子的度量。树脂光照时间越长,光穿透越好,打印层越厚和越硬。光照时间是打印层厚度的另一个因素,这是立体光刻技术的独有特点。
2)光源的强度必须足够强,以使光照时间可以足够短,这样才能达到高速打印。
3)还有光源必须开和关是可控的,以使哪些树脂被光照是可控的。(树脂)在光刻的时候,被光照的发生聚合,没被光照的仍然为液态。也就是说分辨率和最小特征大小取决于最小光点大小。
4)光源的第三个参数是光照点必须越小越好.在谷歌里搜索,我们发现有两个可行的光源系统可以满足这些需求。蓝/紫外激光具有很好的光学性能,能产生一个较小的光斑尺寸。激光通过检流计系统获得一个小而精确的光点。由于我们没有设置激光、激光光学和检流计系统的经验。
从上面的内容来考虑,可以轻易知道我们希望我们的投影机有什么特性:
1.紫外光含量高(确定投影机固化树脂)
2.高光强(固化时间短)
3.对比度高(分辨率高,光污染小)
4.高分辨率(更小的特征尺寸)
我们对树脂(光固化树脂)进行搜索时,发现这些材料不便宜。因此取消了自上向下方法的选择。在通常的立体光刻中光源从上面照射树脂。当工作平台的连续层结构沉入树脂缸中,这意味着你的工作段取决于缸的深度。这也意味着,不管你所建模型的大小,你必须使用一整缸树脂(来做)。这意味着如果你想打印鞋,你需要在(树脂)箱中放上约3升树脂。每升80欧元,总共就要放240欧元(树脂)在(材料)箱中,这样对我们来说贵了点。所以选择自下而上试试。
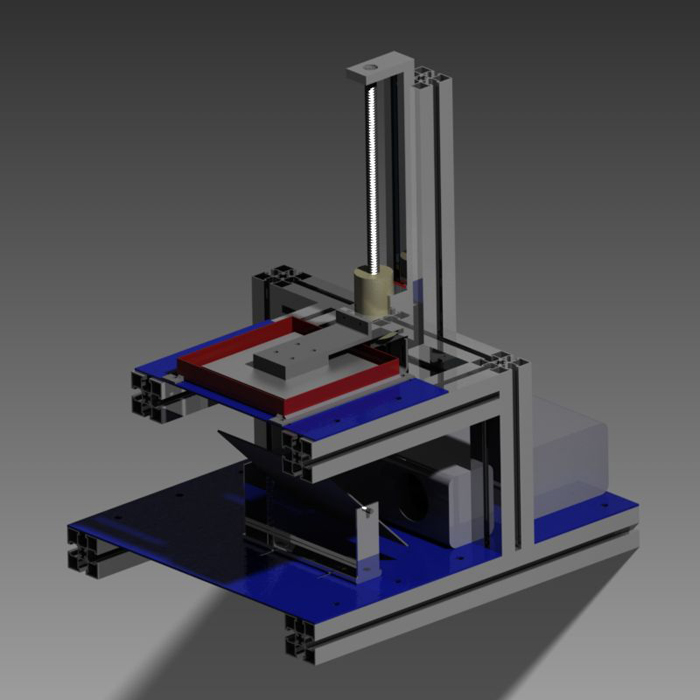
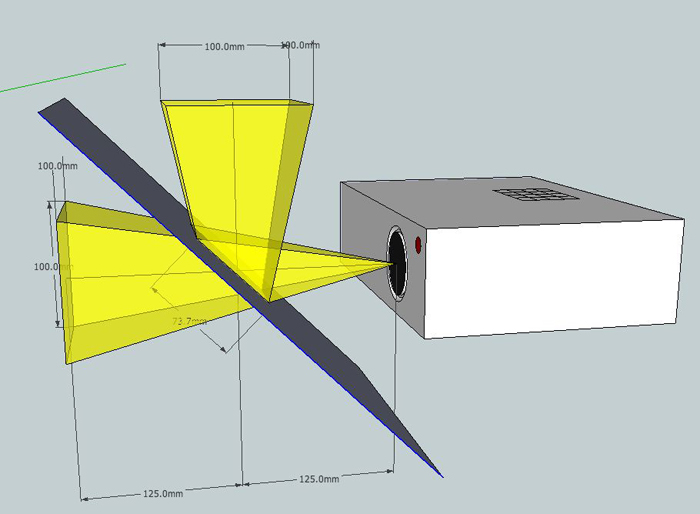
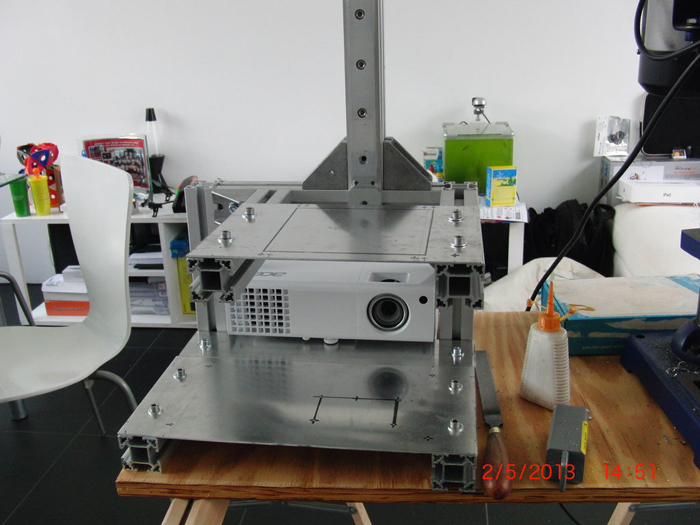
当设计自下而上DLP打印机时,有两个合理的设计:直接投影到工作区域或者我们可以利用镜子在某个角度上反射到工作区域。我们选择把我们的投影机放置成90度角,并且用简单平面镜将清晰的图像投影到我们的工作区。这是因为我们的目标是一种真正的桌面台式机——适合我们的桌面和尽可能紧凑。
文章由南极熊编辑整理,原文转自3D小蚂蚁。 | 














 京公网安备11010802043351
京公网安备11010802043351